|
使用说明:
1. 本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产
时须乘上该产品焊缝的实际长度。
2. 手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3. 本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一 不开坡口单面手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
c |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
1 |
0 |
4 |
1 |
3 |
0.023 |
0.038 |
0.041 |
|
1.5 |
0 |
5 |
1 |
4 |
0.031 |
0.051 |
0.056 |
|
2 |
1 |
6 |
1 |
6 |
0.047 |
0.078 |
0.085 |
|
3 |
1 |
8 |
1 |
9 |
0.7 |
0.115
0.126 |
二 不开坡口双面手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
c |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
3 |
1 |
8 |
1 |
14 |
0.109 |
0.18 |
0.196 |
|
4 |
2 |
10 |
1 |
21 |
0.164 |
0.27 |
0.295 |
|
4.5 |
2 |
10 |
1 |
22 |
0.172 |
0.28 |
0.31 |
|
5 |
2 |
12 |
1 |
26 |
0.204 |
0.34 |
0.37 |
|
6 |
2 |
14 |
1 |
30 |
0.235 |
0.39 |
0.42 |
|
8 |
2.5 |
16 |
1.5 |
51 |
0.400 |
0.66 |
0.72 |
|
10 |
2.5 |
18 |
1.5 |
57 |
0.448 |
0.74 |
0.81 |
三 V型坡口单面手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
α |
p |
c |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
3 |
700 |
1 |
1.5 |
8 |
1 |
12.6 |
0.098 |
0.162 |
0.176 |
|
4 |
700 |
1 |
1.5 |
8 |
1 |
17.6 |
0.137 |
0.226 |
0.247 |
|
5 |
700 |
1 |
1.5 |
10 |
1 |
25.3 |
0.197 |
0.325 |
0.355 |
|
6 |
700 |
2 |
2.5 |
10 |
1 |
32.8 |
0.256 |
0.423 |
0.460 |
|
8 |
700 |
2 |
2.5 |
14 |
1.5 |
59.2 |
0.462 |
0.763 |
0.830 |
|
10 |
650 |
2 |
2.5 |
16 |
1.5 |
85.8 |
0.670 |
1.110 |
1.210 |
|
12 |
650 |
2 |
2.5 |
18 |
1.5 |
118 |
0.920 |
1.524 |
1.660 |
|
14 |
650 |
2 |
3 |
20 |
1.5 |
176 |
1.370 |
2.260 |
2.470 |
四 V型坡口双面手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
α |
p |
c |
b |
b1 |
e=e1 |
截面积 |
酸性焊条
|
碱性焊条 |
|
5 |
700 |
2 |
2 |
10 |
8 |
1 |
28.3 |
0.221 |
0.365 |
0.398 |
|
6 |
700 |
2 |
2 |
10 |
8 |
1 |
35.2 |
0.274 |
0.452 |
0.494 |
|
8 |
700 |
2 |
2 |
14 |
10 |
1.5 |
65.2 |
0.510 |
0.841 |
0.920 |
|
10 |
650 |
2 |
2 |
16 |
10 |
1.5 |
86.7 |
0.676 |
0.120 |
1.220 |
|
|
|
|
|
|
|
|
|
|
|
|
五 对称双面X型坡口手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
α |
p |
c |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
12 |
650 |
2 |
3 |
12 |
1 |
83.8 |
0.665 |
1.08 |
1.18 |
|
14 |
650 |
2 |
3 |
14 |
1 |
104.4 |
0.83 |
1.37 |
1.49 |
|
16 |
600 |
2 |
3 |
15 |
1.5 |
134.5 |
1.05 |
1.73 |
1.89 |
|
20 |
600 |
2 |
3 |
16 |
1.5 |
185.5 |
1.45 |
2.39 |
2.61 |
|
22 |
600 |
2 |
3 |
17 |
1.5 |
215.5 |
1.68 |
2.77 |
3.02 |
|
25 |
600 |
2 |
3 |
19 |
1.5 |
265.5 |
2.07 |
3.42 |
3.72 |
|
28 |
600 |
2 |
3 |
21 |
1.5 |
321 |
2.50 |
4.12 |
4.50 |
|
30 |
600 |
2 |
3 |
22 |
1.5 |
359.5 |
2.80 |
4.62 |
5.05 |
|
32 |
600 |
2 |
3 |
23 |
1.5 |
402 |
3.19 |
5.16 |
5.74 |
|
36 |
600 |
2 |
3 |
26 |
1.5 |
493 |
3.84 |
6.35 |
6.91 |
|
40 |
650 |
2 |
3 |
28 |
2 |
610.6 |
4.76 |
, 7.85 |
8.56 |
|
46 |
600 |
2 |
3 |
31 |
2 |
810.6 |
6.31 |
10.4 |
11.35<, /P> |
|
50 |
600 |
2 |
3 |
34 |
2 |
905.6 |
7.06 |
11.65 |
12.75 |
四 V型坡口双面手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
α |
p |
c |
b |
b1 |
e=e1 |
截面积 |
酸性焊条 |
碱性焊条 |
|
5 |
700 |
2 |
2 |
10 |
8 |
1 |
28.3 |
0.221 |
0.365 |
0.398 |
|
6 |
700 |
2 |
2 |
10 |
8 |
1 |
35.2 |
0.274 |
0.452 |
0.494 |
|
8 |
700 |
2 |
2 |
14 |
10 |
1.5 |
65.2 |
0.510 |
0.841 |
0.920 |
|
10 |
650 |
2 |
2 |
16 |
10 |
1.5 |
86.7 |
0.676 |
0.120 |
1.220 |
|
|
|
|
|
|
|
|
|
|
|
|
五 对称双面X型坡口手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
α |
p |
c |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
12 |
650 |
2 |
3 |
12 |
1 |
83.8 |
0.665 |
1.08 |
1.18 |
|
14 |
650 |
2 |
3 |
14 |
1 |
104.4 |
0.83 |
1.37 |
1.49 |
|
16 |
600 |
2 |
3 |
15 |
1.5 |
134.5 |
1.05 |
1.73 |
1.89 |
|
20 |
600 |
2 |
3 |
16 |
1.5 |
185.5 |
1.45 |
2.39 |
2.61 |
|
22 |
600 |
2 |
3 |
17 |
1.5 |
215.5 |
1.68 |
2.77 |
3.02 |
|
25 |
600 |
2 |
3 |
19 |
1.5 |
265.5 |
2.07 |
3.42 |
3.72 |
|
28 |
600 |
2 |
3 |
21 |
1.5 |
321 |
2.50 |
4.12 |
4.50 |
|
30 |
600 |
2 |
3 |
22 |
1.5 |
359.5 |
2.80 |
4.62 |
5.05 |
|
32 |
600 |
2 |
3 |
23 |
1.5 |
402 |
3.19 |
5.16 |
5.74 |
|
36 |
600 |
2 |
3 |
26 |
1.5 |
493 |
3.84 |
6.35 |
6.91 |
|
40 |
650 |
2 |
3 |
28 |
2 |
610.6 |
4.76 |
7.85 |
8.56 |
|
46 |
600 |
2 |
3 |
31 |
2 |
810.6 |
6.31 |
10.4 |
11.35 |
|
50 |
600 |
2 |
3 |
34 |
2 |
905.6 |
7.06 |
11.65 |
12.75 |
六 单面U型坡口手工焊缝
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
δ |
b |
e |
截面积 |
酸性焊条 |
碱性焊条 |
|
12 |
16 |
1.5 |
148 |
1.16 |
1.92 |
2.09 |
|
14 |
16 |
1.5 |
180 |
1.41 |
2.34 |
2.54 |
|
16 |
20 |
1.5 |
219 |
1.72 |
2.84 |
3.10 |
|
24 |
22 |
2 |
282 |
3.00 |
4.95 |
5.40 |
|
26 |
24 |
2 |
429
|
3.36 |
5.55 |
6.05 |
|
18 |
20 |
1.5 |
255 |
2.00 |
3.30 |
3.60 |
|
20 |
22 |
2 |
302 |
2.37 |
3.92 |
4.28 |
|
22 |
22 |
2 |
341 |
2.67 |
4.40 |
4.80 |
|
28 |
24 |
2 |
473 |
3.72 |
6.15 |
6.70 |
|
30 |
24 |
2 |
519 |
4.08 |
6.75 |
7.35 |
七 不开坡口丁字接头单面手工焊缝
|
焊缝尺寸 |
熔敷金属 kg /m |
定额(kg/m) |
|
|
δ |
k |
e |
截面积 |
焊 丝 |
酸性焊条 |
碱性焊条 |
|
2 |
2 |
1 |
4 |
0.0312 |
0.0328 |
0.0515 |
0.0562 |
|
3 |
3 |
1 |
8 |
0.0625 |
0.0656 |
0.103 |
0.113 |
|
4 |
4 |
1 |
12 |
0.0936 |
0.0983 |
0.155 |
0.169 |
|
5 |
5 |
1 |
18 |
0.14 |
0.147 |
0.23 |
0.252 |
|
6 |
6 |
1.5 |
27 |
0.21 |
0.221 |
0.347 |
0.378 |
|
7 |
7 |
1.5 |
35 |
0.275 |
0.289 |
0.454 |
0.495 |
|
8 |
8 |
1.5 |
44 |
0.344 |
0.361 |
0.568 |
0.62 |
|
9 |
9 |
1.5 |
54 |
0.424 |
0.445 |
0.70 |
0.763 |
|
10 |
10 |
1.5 |
65 |
0.51 |
0.536 |
0.843 |
0.92 |
|
11 |
11 |
1.5 |
77 |
0.604 |
0.634 |
0.997 |
1.087 |
|
12 |
12 |
1.5 |
90 |
0.703 |
0.738 |
1.16 |
1.27 |
|
13 |
13 |
1.5 |
104 |
0.82 |
0.861 |
1.35 |
1.48 |
|
14 |
14 |
1.5 |
119 |
0.93 |
0.977 |
1.53 |
0.68 |
|
15 |
15 |
1.5 |
135 |
1.06 |
1.113 |
1.75 |
1.91 |
|
16 |
16 |
1.5 |
152 |
1.19 |
1.25 |
1.97 |
2.14 |
|
18 |
18 |
1.5 |
189 |
1.48 |
1.554 |
2.44 |
2.67 |
|
20 |
20 |
1.5 |
230 |
1.8 |
1.89 |
2.97 |
3.24 |
|
22 |
22 |
2 |
286 |
2.23 |
2.342 |
3.68 |
4.02 |
|
24 |
24 |
2 |
336 |
2.64 |
2.772 |
4.36 |
4.75 |
|
25 |
25<, /SPAN> |
2 |
363 |
2.83 |
2.972 |
4.67 |
5.1 |
|
28 |
28 |
2 |
448 |
3.5 |
3.675 |
5.77 |
6.3 |
|
30 |
30 |
2 |
510 |
4.0 |
4.2 |
6.6 |
7.2 |
|
|
|
|
|
|
|
|
| 注:双面焊定额加倍. δ1≥δ
八 单面V型坡口角度手工焊缝(双面焊)
|
焊缝尺寸 |
熔敷金属kg/m |
定额(kg/m) |
|
|
δ |
b |
e |
k |
截面积 |
酸性焊条 |
碱性焊条 |
|
4 |
8 |
1 |
3 |
23.2 |
0.181 |
0.299 |
0.326 |
|
5 |
9 |
1 |
3 |
30 |
0.234 |
0.386 |
0.421 |
|
6 |
11 |
1 |
3 |
38.7 |
0.302 |
0.50 |
0.544 |
|
8 |
14 |
1.5 |
5 |
72.7 |
0.567 |
0.935 |
1.02 |
|
10 |
17 |
1.5 |
5 |
100.7 |
0.785 |
1.30 |
1.41 |
|
12 |
20 |
1.5 |
5 |
134.5 |
1.05 |
1.73 |
1.89 |
|
14 |
23 |
1.5 |
5 |
174 |
1.36 |
2.24 |
2.45 |
|
16 |
26 |
1.5 |
7 |
231 |
1.80 |
2.97 |
3.24 |
|
20 |
32 |
2 |
7 |
349.1 |
2.72 |
4.5 |
4.9 |
|
22 |
34 |
2 |
7 |
410.3 |
3.2 |
5.28 |
5.76 |
|
25 |
38 |
2 |
7 |
515.6 |
4.02 |
6.65 |
7.25 |
|
28 |
42 |
2 |
7 |
633.5 |
4.93 |
8.15 |
8.9 |
|
30 |
46 |
2 |
7 |
721.3 |
5.62 |
9.3 |
10.1 |
|
|
|
|
|
|
|
|
|
九 油缸缸底焊缝焊丝定额
|
d |
d外 |
d1 |
H |
焊缝长度(m) |
焊丝重量(Kg) |
每米焊丝定额(Kg) |
a |
|
φ63 |
φ83 |
φ67 |
3 |
0.236 |
0.114 |
0.484 |
0º |
|
2 |
0.12 |
0.491 |
15º |
|
2 |
0.1 |
0.414 |
0º |
|
φ89 |
φ67 |
2 |
0.245 |
0.18 |
0.713 |
0º |
|
φ71 |
2 |
0.252 |
0.13 |
0.51 |
0º |
|
φ80 |
φ102 |
φ84 |
2 |
0.293 |
0.15 |
0.51 |
0º |
|
φ107 |
0.301 |
0.23 |
0.77 |
0º |
|
φ100 |
φ121 |
φ104 |
2 |
0.354 |
0.17 |
0.46 |
0º |
|
φ127 |
φ104 |
0.363 |
0.24 |
0.67 |
0º |
|
φ105 |
0.365 |
0.26 |
0.712 |
0º |
|
φ109 |
0.371 |
0.19 |
0.51 |
0º |
|
φ110 |
φ133 |
φ114 |
2 |
0.388 |
0.22 |
0.554 |
0º |
|
0.37 |
0.944 |
45º |
|
φ125 |
φ146 |
φ129 |
2 |
0.432 |
0.2 |
0.459 |
0º |
|
φ152 |
φ129 |
0.442 |
0.34 |
0.77 |
0º |
|
0.41 |
0.924 |
15º |
|
φ159X20 |
φ129 |
0.453 |
0.68 |
1.49 |
15º |
|
φ140 |
φ168X18 |
φ144 |
3 |
0.49 |
0.46 |
0.933 |
0º |
|
2 |
0.41 |
0.83 |
0º |
|
φ168 |
φ146 |
2 |
0.494 |
0.36 |
0.72 |
0º |
|
φ164 |
φ144 |
2 |
0.484 |
0.3 |
0.605 |
0º |
|
φ168 |
2 |
0.49 |
0.49 |
1.00 |
15º |
|
φ160 |
φ194X21 |
φ164 |
2 |
0.563 |
0.7 |
1.23 |
0º |
|
0.84 |
1.49 |
15º |
|
φ168 |
0.569 |
0.66 |
1.15 |
0º |
|
φ180 |
φ219X24 |
φ184 |
2 |
0.634 |
1.04 |
1.63 |
0º |
|
1.26 |
1.98 |
15º |
|
φ186 |
0.637 |
0.93 |
1.46 |
0º |
|
φ200 |
φ245X28 |
φ204 |
2 |
0.706 |
1.53 |
2.17 |
0º |
|
1.88 |
2.66 |
15º |
|
φ206 |
0.709 |
1.4 |
1.98 |
0º |
|
1.72 |
2.42 |
15º |
|
φ230 |
φ273X28 |
φ234 |
2 |
0.797 |
1.58 |
1.98 |
0º |
|
1.93 |
2.42 |
15º |
|
φ236 |
0.8 |
1.44 |
1.80 |
0º |
|
1.76 |
2.20 |
15º |
|
φ238 |
0.803 |
1.31 |
1.63 |
0º |
|
1.59 |
1.98 |
15º |
|
φ250 |
φ299X30 |
φ254 |
2 |
0.869 |
2.24 |
2.58 |
0º |
|
2.75 |
3.16 |
15º |
CG1-30型气割机 切割规范
|
割嘴编号 |
切割厚度
mm |
氧气压力
MPa |
乙炔压力
MPa |
切割速度
mm/min |
|
0 0 |
5~10 |
0.20~0.30 |
>0.03 |
600~450 |
|
0 |
10~20 |
480~380 |
|
1 |
20~30 |
0.25~0.35 |
400~320 |
|
2 |
30~50 |
350~280 |
|
3 |
50~70 |
0.3~0.4 |
>0.04 |
300~240 |
|
4 |
70~90 |
260~200 |
|
5 |
90~120 |
0.4~0.5 |
210~170 |
钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV
常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60
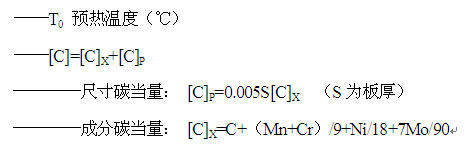
碳当量计算公式(国际焊接学会):
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)
当Ceq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.
Ito-Bessyo计算预热温度公式:
钢板最小弯曲半径
|
|
板 材 |
弯 曲 半 径 |
|
经 退 火 |
不经退火 |
|
钢Q235、15、30
钢A5、35
钢45
铜
铝 |
0.5t
0.8t
t
――
0.2t |
t
1.5t
1.7t
0.8t
0.8t |
圆钢最小弯曲半径
|
|
圆钢直径d |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
25 |
30 |
|
最小弯曲半径R |
4 |
6 |
8 |
10 |
12 |
14 |
|
注:圆钢在冷弯曲时弯曲半径一般应使R≥d,
在特殊情况下允许采用表中的数值 |
钢管最小弯曲半径
|
|
管子 |
弯曲工垫 |
管外径d |
弯曲半径R≥ |
备注 |
|
钢管 |
热 弯 |
任意值 |
3d |
(1)L为管端最短直管长度,一般L=2d,但应≥45mm
(2)单位:mm |
|
冷弯 |
焊接钢管 |
任意值 |
6d |
|
无缝钢管 |
5~20 |
壁厚≤2 |
4d |
壁厚>2 |
3d |
|
20~35 |
5d |
3d |
|
35~60 |
― |
4d |
|
60~140 |
― |
5d |
|
铜管 |
冷弯 |
≤18 |
2d |
|
铝管 |
>18 |
3d |
钣金展开公式
L=(0.5π×R+Y系数×T)×(θ/90)
L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度;
Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
材料 Y系数 K系数
软黄铜(Soft brass)和铜(copper) 0.55 0.35
硬黄铜(Hard brass) 和铜、软钢(Soft Steel)、铝(Aluminum) 0.64 0.41
硬铜、青铜(Bronze)、冷轧钢(Hard steel)、弹簧钢(Spring steel) 0.71 0.45
四维公司 设备一览表
铆焊车间:
半自动切割机:CG1-30(δ=5~120mm)
空气等离子切割机:KLG-40D(δ≤12)
CO2气体保护焊机:NB500、NB350
硅整流焊机:ZX5-250
折弯机:WB67Y-48(48T)500T
剪板机:Q11-6.3X2000 Q11-20X2500(δ20)
型材切割机:J3G-400A3(型材130X130)
光电切割机:IK-2500CE
数控切割机:HoneyBee MYNUC-6000S(6m) WKQ-9000CS(9m)
机加工车间:
镗床:TSP619
铣床:X62(卧)
立铣:XA5032
钻床:Z35、Z535、Z525
磨床:M7130(平面磨) MM1420(外圆磨)
车床:C620、C630
立式珩磨机:M4250(φ200,L=1500)
油缸油漆定额换算
(以长度1米为计量单位)
|
缸径 |
规格 |
面积(m2) |
底漆(kg) |
面漆(kg) |
稀释剂(kg) |
|
Ф50 |
Ф76X15 |
0.239 |
0.029 |
0.058 |
0.013 |
|
Ф63 |
Ф89X16 |
0.279 |
0.034 |
0.068 |
0.016 |
|
Ф80 |
Ф102X14 |
0.320 |
0.039 |
0.078 |
0.018 |
|
|
Ф107X18 |
0.336 |
0.041 |
0.082 |
0.019 |
|
Ф100 |
Ф114X10 |
0.358 |
0.043 |
0.086 |
0.020 |
|
|
Ф121X16 |
0.380 |
0.046 |
0.092 |
0.021 |
|
|
Ф127X17 |
0.399 |
0.048 |
0.096 |
0.022 |
|
Ф110 |
Ф133X15 |
0.418 |
0.051 |
0.102 |
0.023 |
|
|
Ф127X11 |
0.399 |
0.048 |
0.096 |
0.022 |
|
Ф125 |
Ф159X20 |
0.499 |
0.060 |
0.120 |
0.027 |
|
|
Ф152X17 |
0.477 |
0.058 |
0.116 |
0.026 |
|
|
Ф146X18 |
0.458 |
0.055 |
0.110 |
0.025 |
|
Ф140 |
Ф168X18 |
0.528 |
0.064 |
0.128 |
0.029 |
|
|
Ф164X18 |
0.515 |
0.062 |
0.124 |
0.028 |
|
|
Ф180X25 |
0.565 |
0.068 |
0.136 |
0.031 |
|
Ф160 |
Ф194X22 |
0.609 |
0.073 |
0.146 |
0.033 |
|
Ф180 |
Ф232X31 |
0.728 |
0.088 |
0.176 |
0.040 |
|
|
Ф219X24 |
0.688 |
0.083 |
0.166 |
0.038 |
|
Ф200 |
Ф245X28 |
0.769 |
0.093 |
0.186 |
0.042 |
|
Ф230 |
Ф299X30 |
0.857 |
0.103 |
0.206 |
0.047 |
|
Ф250 |
299X30 |
0.939 |
0.113 |
0.226 |
0.051 |
|
Ф280 |
325X30 |
1.021 |
0.123 |
0.246 |
0.056 |
|
Ф300 |
Ф351X30 |
1.102 |
0.133 |
0.266 |
0.060 |
|
Ф320 |
Ф377X34 |
1.184 |
0.142 |
0.284 |
0.064 |
|
Ф360 |
Ф426X38 |
1.338 |
0.161 |
0.322 |
0.073 |
|
Ф400 |
Ф480X45 |
1.507 |
0.181 |
0.362 |
0.082 |
|
|
Ф465X38 |
1.460 |
0.176 |
0.352 |
0.080 |
注:1)底漆及面漆的型号、颜色,根据设计要求确定。
2)稀释剂品种根据漆的品种来选定。
3)底漆:0.1~0.12kg/m2;稀释剂:(底漆+面漆)X(0.15~0.18)。结构件底漆:0.1~0.12kg/m2;面漆:0.24kg/m2 (两次);稀释剂:(底漆+面漆)X0.3。
|